The enormous quantity of palm kernel shell (PKS) and wood dust released in the environment as byproduct of wood processing and oil processing respectively, poses a major threat to the environment through land, water and air pollution during the local waste handling methods of dumping and burning of these byproducts. This study aimed at investigates the influence of waste palm kernel shell/wood dust with epoxy resin. Physical properties of PKS and wood dust, chemical compositions of wood dust and mechanical characterization of it composites were carried out. Palm kernel shell were pretreated with hot distill water at 1000C with 5% sodium Hydroxide (NAOH) to eliminate impurities and then sun dried it for 4 days. The physical properties of PKS and wood dust; moisture content, apparent density, specific gravity and grain size distribution and PKS equivalent test were conducted. Chemical properties such as cellulose, lignin, pectin, hemicellulose contents for wood dust were investigated. Three different sample composition of twelve each was moulded with 40% of epoxy resin and PKS/wood dust content of 20/40, 25/35 and 30/30. Compressive strength, flexural strength, impact test and Water absorption rate were determined. It was observed that the PKS/wood dust that the averages of moisture content, apparent density, specific gravity and fineness modulus were 14.89%/25.27%, 0.72 gmL-3/0.21 gmL-3, 1.323/1.28 and 58.4/33.29 respectively with average PKS equivalent of 80.4%. The results showed that the compressive strength, flexural strength and impact strength were 11.58-15.77 MPa, 8.03-10.99 MPa and 249-258×〖10〗^6 KJ/m^2 respectively and water absorption was 13.22-64.79%. The minimum strength was observed at 20/40 while the maximum strength was observed at 30/30 content. PKS/wood dust with epoxy resin composite can promote the use local materials in building construction as wall tiles.
| Published in | Composite Materials (Volume 9, Issue 1) |
| DOI | 10.11648/j.cm.20250901.13 |
| Page(s) | 28-45 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2025. Published by Science Publishing Group |
Compressive Strength, Flexural Strength, Epoxy Resin, Palm Kernel Shell/Wood Dust
Can Name/Number | Yp | Ap | Yw | Aw |
|---|---|---|---|---|
Mass of empty Moisture can, MC / g | 23.9 | 23 | 23.4 | 23.9 |
Mass of can, and PKS/wood dust before drying, MCMS /g | 93.9 | 102.6 | 47.1 | 45.8 |
Mass of can, and PKS/wood dust before after drying, MCDS /g | 84.3 | 92.9 | 43.3 | 41.4 |
Mass of water, Mw=MCMS - MCDS /g | 9.6 | 9.7 | 4.8 | 4.4 |
Mass of dry PKS, Md= MCDS - MC /g | 60.4 | 69.9 | 18.9 | 17.5 |
Moisture content, w=((100) | 15.9 | 13.88 | 25.4 | 25.14 |
Average moisture content/% | 14.89 | 25.27 | ||
Test S/N | Plam Kernel Shell (PKS) | Wood dust | ||||
|---|---|---|---|---|---|---|
1st | 2nd | 3rd | 1st | 2nd | 3rd | |
Mass of material +mould /g | 2785.6 | 2776.3 | 2767.6 | 1253.2 | 1238.8 | 1244.2 |
Weight of mould /g | 622.5 | 622.5 | 622.5 | 622.5 | 622.5 | 622.5 |
Volume of mould | 3000mL | 3000mL | 3000mL | 3000mL | 3000mL | 3000mL |
Mass of Material /g | 2163.1 | 2153.8 | 2145.1 | 630.7 | 616.3 | 621.9 |
Apparent density /gmL-3 | 0.721 | 0.718 | 0.715 | 0.210 | 0.205 | 0.207 |
Average apparent density /gmL-3 | 0.718 | 0.21 | ||||
S/N | DESIGNATION | PICNO NUMER (PKS) | PICNO NUMER (Wood dust) | ||
|---|---|---|---|---|---|
P1p | P2p | P1w | P2w | ||
1 | Weight of Picno + water | 307.8 | 306.7 | 1500.3 | 1504.3 |
2 | Weight of Picno | 67.3 | 67.8 | 512.2 | 521.8 |
3 | Weight of water= 1-2 | 240.5 | 238.9 | 988.1 | 982.5 |
4 | Temperature | 250C | 250C | 250C | 250C |
5 | Density of water at T0C | 0.997 | 0.997 | 0.997 | 0.997 |
6 | Volume of Picno= 3/5 | 241.22 | 238.72 | 991.07 | 985.5 |
7 | Weight of Picno + PKS/Wood dust | 167.3 | 167.8 | 612.2 | 621.8 |
8 | Weight of PKS/Wood dust = 7-2 | 100 | 100 | 100 | 100 |
9 | Total weight=1+8 | 407.8 | 406.7 | 1600.3 | 1604.3 |
10 | Weight of Picno + PKS/Wood dust + Water | 331.9 | 331.8 | 1521.5 | 331.8 |
11 | Weight of water displaced=9-10 | 75.9 | 74.9 | 75.9 | 1526.7 |
12 | Temperature | 250C | 250C | 250C | 250C |
13 | Density of water at T0C | 0.997 | 0.997 | 0.997 | 0.997 |
14 | Volume of PKS/Wood dust =11/13 | 76.1 | 75.1 | 79.03 | 77.8 |
15 | Specific gravity=8/14 | 1.314 | 1.332 | 1.27 | 1.29 |
16 | Average Specific gravity | 1.323 | 1.28 | ||
Measuring Cylinder number | 01 | 02 | ||
|---|---|---|---|---|
Initial start time (T0) | 12: 37 | 13: 00 | ||
Agitation at the end of the wash (T1=T0+10) | 12: 47 | 13: 10 | ||
Start of flocculation (T2) | 12: 53 | 13: 17 | ||
Measure in time () | 13: 13 | 13: 37 | ||
Total height | H1 | mm | 25.5 | 19 |
Height of PKS in view | H2’ | mm | 23.5 | 17.1 |
Height of PKS with piston | H2 | mm | 20.5 | 15.3 |
Equivalent visual of PKS | EpksV |
| 92.1 | 90 |
Average | 91 | |||
Equivalent of piston(weighted foot assembly) PKS | Epks |
| 80.4 | 80.5 |
Average | 80.4 | |||
Chemical properties | |||
|---|---|---|---|
Property | Wood Dust | Realated work | Reference |
Water Absorption | 76.72% | 1.07-6.59% | Icduygu et al., (2013). |
Lignin | 13.12% | 27.60-39.53% | Boadu et al., (2023) |
Pectin | 0 | - | - |
cellulose | 24.00% | 47.03-48.88 % | Boadu et al., (2023) |
Hemicellulose | 30.10% | 14.98-18.61 % | Boadu et al., (2023) |
Holocellulose | 54.10% | - | - |
PKS | Palm Kernel Shell |
WD | Wood Dust |
NWA | Normal Weight Aggregates |
Mw | Mass of Water, |
WA | Water Absorption |
PALF | Pineapple Leaf Fibers, |
| [1] | Faruk, O., Bledzki, A. K., Fink, H. P., & Sain, M. (2012). Biocomposites reinforced with natural fibers: 2000–2010. Progress in Polymer Science, 37(11), 1552–1596. |
| [2] | Akinwekomi, A. D., Akinlabi, E. T., & Jen, T.-C. (2021). Mechanical and thermal properties of epoxy resin composites reinforced with palm kernel shell particles. Journal of Materials Research and Technology, 15, 2754–2766. |
| [3] | Omoniyi, T. E., Akinwekomi, A. D., & Lawal, S. A. (2019). Mechanical and water absorption behaviour of palm kernel shell particulate reinforced epoxy composites. Journal of King Saud University - Engineering Sciences, 31(3), 296–304. |
| [4] | Adekunle, K. F., Ibitoye, S. A., Aliu, S. A., & Omoniyi, T. E. (2013). Mechanical properties of palm kernel shell particulate reinforced polyester composites. Journal of Applied Polymer Science, 127(3), 1931–1936. |
| [5] | Oladele, I. O., Omotosho, T. F., & Adediran, A. A. (2020). Modified palm kernel shell fiber/particulate cassava peel hybrid reinforced epoxy composites. Journal of King Saud University - Engineering Sciences, 32(1), 11–17. |
| [6] | Ndapeu, D., Ndi, J. N., & Tchekwagep, P. M. S. (2020). Quantification and characterization of palm kernel shells for energy production in Cameroon. Biomass Conversion and Biorefinery, 10(3), 621–632. |
| [7] | Kumar, R., Kumar, K., & Bhowmik, S. (2020). Enhancement of tensile and flexural properties of epoxy composite reinforced by optimized wood dust particles. Journal of Natural Fibers, 17(12), 1779–1792. |
| [8] | Sahu, P., Gupta, M. K., & Srivastava, R. K. (2018). Surface modification of wood dust and its effect on the mechanical and thermal properties of epoxy composites. Journal of Applied Polymer Science, 135(24), 45382. |
| [9] | Ashori, A., & Nourbakhsh, A. (2010). Reinforced polypropylene composites: Effects of chemical compositions and particle size. Bioresource Technology, 101(7), 2515-2519. |
| [10] | Bernie, J., Nkemnyi, F., & Tarla, N. (2019). Forest conservation and economic development in Cameroon: Challenges and opportunities. African Journal of Environmental Science and Technology, 13(4), 145-156. |
| [11] | Abdulwahab, M., Ogunbode, E. B., & Ismaila, S. O. (2022). Mechanical and physical properties of hybrid palm kernel shell-wood dust reinforced epoxy composites. Journal of Materials Research and Technology, 18, 4561–4572. |
| [12] | Chowdhury, S. R., Das, P. P., & Kumar, V. (2021). Mechanical and thermal characterization of hybrid natural fiber reinforced polymer composites: A comprehensive review. Journal of Reinforced Plastics and Composites, 40(15-16), 555-573. |
| [13] | Omotoyinbo, J. A., & Olorunleye, O. O. (2019). Mechanical properties of epoxy composites reinforced with hybrid palm kernel shell and coconut shell particles. Journal of King Saud University - Engineering Sciences, 31(3), 235-241. |
| [14] | Aigbodion, V. S., Ezema, I. C., & Akinlabi, E. T. (2020). Development of hybrid palm kernel shell/wood dust reinforced epoxy composites for structural applications. Journal of Materials Research and Technology, 9(6), 15173–15183. |
| [15] | John, M. J., Anandjiwala, R. D., & Mwaikambo, L. Y. (2019). Surface modification of palm kernel shell particles and their reinforcement in polymer composites. Journal of Polymers and the Environment, 27(5), 1069-1078. |
| [16] | Singh, T., Patnaik, A., & Gangil, B. (2020). Effect of chemical treatment on thermal and mechanical behavior of wood dust reinforced epoxy composite. Polymer Composites, 41(8), 3305-3316. |
| [17] | Ajith, G., Rajesh, M., & Pitchayyapillai, P. (2023). Optimization of filler loading in natural fiber reinforced polymer composites: Balancing mechanical properties and processability. Journal of Cleaner Production, 384, 135487. |
| [18] | Tan, L. H., Lim, C. P., & Yeo, S. Y. (2022). Particle size and dispersion effects on mechanical properties of particulate-reinforced polymer composites: Experimental and micromechanical analysis. Composites Science and Technology, 228, 109634. |
| [19] | Sreekala, M. S., Kumaran, M. G., & Thomas, S. (2002). Water sorption in oil palm fiber reinforced phenol formaldehyde composites. Composites Part A: Applied Science and Manufacturing, 33(6), 763-777. |
| [20] | Obiukwu, O. A., Okafor, C. E., & Ibekwe, J. O. (2021). Optimization of palm kernel shell/wood dust hybrid reinforcement in epoxy composites for structural applications. Journal of Materials Research and Technology, 15, 4867–4880. |
| [21] | Ishak, M. R., Sapuan, S. M., Leman, Z., Rahman, M. Z. A., & Anwar, U. M. K. (2013). Characterization of sugar palm (Arenga pinnata) fibers and their composites. Journal of Reinforced Plastics and Composites, 32(16), 1194-1203. |
| [22] | Bledzki, A. K., & Gassan, J. (1999). Composites reinforced with cellulose-based fibres. Progress in Polymer Science, 24(2), 221–274. |
| [23] | Oladele, I. O., Ibrahim, I. O., Adediran, A. A., Akinwekomi, A. D., & Talabi, S. I. (2020). Modified palm kernel shell reinforced epoxy composites: Effects of particle size and loading on mechanical properties. Journal of Composites Science, 4(3), 126. |
| [24] | Kumar, R., Singh, R., Ahuja, I. P. S., & Farina, I. (2017). Mechanical and thermal characterization of wood dust-filled epoxy composites for structural applications. Journal of Thermoplastic Composite Materials, 30(12), 1691–1708. |
| [25] | Adekunle, K. F., Okolie, J. A., Oyelakin, O. R., & Omodehin, R. A. (2013). Effect of alkali treatment on the water absorption capacity of palm kernel shell (PKS) particles. Journal of Reinforced Plastics and Composites, 32(11), 745-750. |
| [26] | Ashori, A., & Nourbakhsh, A. (2010). Bioresource Technology, 101(7), 2515-2519. |
| [27] | Aigbodion, V. S., Ezema, I. C., & Adesina, O. S. (2020). Development of hybrid palm kernel shell/wood dust epoxy composites: Mechanical, thermal, and water absorption properties. Journal of Materials Research and Technology, 9(6), 14267-14276. |
| [28] | ASTM, I.S (2004). Annual Book of ASTM Standards. ASTM International Standards Worldwide, 04(09): 12-29. |
| [29] | ASTM International. (2018). Standard test method for flexural strength of concrete (using simple beam with third-point loading) (ASTM C78/C78M-18). West Conshohocken, PA: ASTM International. |
| [30] | ASTM International. (1998). Standard test method for water absorption of plastics (ASTM D570-98). West Conshohocken, PA: ASTM International. |
| [31] | Onyechi, P. C., Igbokwe, P. K., & Nwakaire, J. N. (2019). Evaluation of palm kernel shells as sustainable energy source: Proximate analysis, calorific value, and combustion characteristics. Renewable Energy, 136, 713-719. |
| [32] | Ikenyiri, P. N., Okoro, U. C., & Ogah, A. O. (2019). Variations in physical and mechanical properties of selected wood species in Nigeria. Journal of Forestry Research and Management, 16(2), 45-58. |
| [33] | Elinwa, A. U. (2018). Characterization and use of biomass ash as a pozzolanic material for cement replacement. Nigerian Journal of Technology, 37(3), 629–634. |
| [34] | Fono-Tamo, R. S., Koya, O. A., & Fono-Tamo, I. S. (2014). A study on the properties of periwinkle shell ash (PSA) blended cement concrete. Journal of Materials Science Research, 3(4), 51–62. |
| [35] | Mutuku, R. N., Mwero, J. N., & Kabubo, J. K. (2017). Mechanical properties of sisal fibre-reinforced polymer composite cement panels. Journal of Sustainable Construction Materials and Technologies, 2(2), 36–45. |
| [36] | Akinyemi, A. B., Dai, C., & Omoniyi, T. E. (2020). Performance of cement-bonded composites made from tropical hardwoods: Effect of water repellents and zinc borate addition on fungal resistance. Construction and Building Materials, 243, 118269. |
| [37] | Asasutjarit, C., Charoenvai, S., Hirunlabh, J., & Khedari, J. (2019). Materials and mechanical properties of pretreated coir-based green composites. Composites Part B: Engineering, 173, 106968. |
| [38] | Rowell, R. M. (2012). Handbook of wood chemistry and wood composites (2nd ed.). CRC Press. |
| [39] | Tajvidi, M., Gardner, D. J., & Bousfield, D. W. (2016). Cellulose nanomaterials as binders: Laminate and particulate systems. Composites Part A: Applied Science and Manufacturing, 85, 1–9. |
| [40] | Stark, N. M., Matuana, L. M., & Clemons, C. M. (2010). Effect of processing method on surface and weathering characteristics of wood-flour/HDPE composites. Polymer Composites, 31(8), 1329–1339. |
| [41] | Bledzki, A. K., Fink, H.-P., & Specht, K. (2002). Unidirectional hemp and flax EP- and PP-composites: Influence of defined fiber treatments. Applied Composite Materials, 9(1), 1-12. |
| [42] | Madsen, B., & Gamstedt, E. K. (2013). Wood versus plant fibers: Similarities and differences in composite applications. Journal of Materials Science, 48(4), 1535-1544. |
| [43] | Klyosov, A. A. (2007). Wood-plastic composites. John Wiley & Sons.INC. PUBLICATION. |
| [44] | Iwakiri, S., Prata, J. G., Trianoski, R., & Cunha, A. B. (2018). Evaluation of dust formation in the machining of five wood species from planted forests in Brazil. Acta Scientiarum. Technology, 40(1), e36010. |
| [45] | Pickering, K. L., Efendy, M. G. A., & Le, T. M. (2016). A review of recent developments in natural fibre composites and their mechanical performance. Composites Part A: Applied Science and Manufacturing, 83, 98–112. |
| [46] | Anuar, K. A., Razali, N., Salleh, F. M., & Ismail, H. (2017). Comparative analysis of porosity and specific gravity in materials for construction. Construction and Building Materials, 151, 938-945. |
| [47] | Ndoke, P. N. (2006). The use of palm kernel shell in soil stabilization: A case study. Journal of Engineering and Applied Sciences, 1(2), 45-52. |
| [48] | Okpala, D. C. (1990). Palm kernel shell as a lightweight aggregate in structural concrete. International Journal of Cement Composites and Lightweight Concrete, 12(3), 151-158. |
| [49] | Azunna, P. N. (2019). Utilization of palm kernel shell for civil engineering applications. Nigerian Journal of Technology (NIJOTECH), 38(4), 1023–1031. |
| [50] | Adewale, B. A., Olutoge, F. A., & Aina, O. (2020). Comparative analysis of particle size distribution in agricultural by-products for construction applications. Construction and Building Materials, 258, 119578. |
| [51] | Olutoge, F. A., Adesina, P. A., & Aina, O. (2012). Investigating the particle size distribution of PKS as a partial replacement for fine aggregates. International Journal of Scientific & Engineering Research, 3(9), 1-7. ISSN 2229-5518. |
| [52] | Neville, A. M. (2011). Properties of concrete (5th ed.). Pearson Education Limited. |
| [53] | Smith, M. R., & Collis, L. (Eds.). (2001). Aggregates: Sand, gravel, and crushed rock aggregates for construction purposes (3rd ed.). Geological Society, London, Engineering Geology Special Publications, Vol. 17. |
| [54] | Sarkanen, K. V., & Ludwig, C. H. (1971). Lignins: Occurrence, Formation, Structure and Reactions. Wiley-Interscience (New York) 978-0-471-75422-0. |
| [55] | Fengel, D., & Wegener, G. (1989). Wood: Chemistry, Ultrastructure, Reactions. Walter de Gruyter. Walter de Gruyter (Berlin, New York) 3-11-012059-3. |
| [56] | Paknia, A., Pramanik, A., Dixit, A., & Chattopadhyaya, S. (2016). Mechanical properties of natural fiber composites. Journal of Composite Materials, 50(8), 1101-1112. |
| [57] | Bharadwaja, S. S., Kumar, A., Patel, V. K., & Gupta, M. (2023). Enhancement of epoxy resin properties using nanoparticle reinforcements. Composites Science and Technology, 232, 109876. |
| [58] | Akter, S., Uddin, M. H., Islam, M. S., & Hossain, M. K. (2021). Influence of natural fiber content on the impact resistance of composites. Journal of Reinforced Plastics and Composites, 40(15-16), 621-635. |
| [59] | Fakhrudi, Y. A., Faidzin, K. N., & Bisono, R. M. (2023). Effect of composite composition on mechanical properties of banana fiber composites with epoxy matrix for functional materials. International Journal of Science, Engineering and Information Technology, 6(2), Article 15804. |
| [60] | Eyasu, D. (2020). Effect of wood dust content on water absorption properties of polypropylene composites. Journal of Composite Materials, 54(3), 375-385. |
| [61] | Booramurthy, T., et al. (2023). Water absorption behavior of natural fiber-reinforced composites: A case study with sisal and pineapple leaf fibers. Journal of Natural Fibers, 20(1), 123-145. |
| [62] | Amin, M. H., El-Feky, M. S., Hashem, F. S., & Kohail, M. (2019). Performance of ceramic wall tiles incorporating pozzolanic materials: Mechanical, durability, and sustainability assessment. Construction and Building Materials, 219, 356–367. |
APA Style
Nafu, Y. R., Yuyoh, N. S., Angwafo, T. E., Apoawenjuo, N. F. (2025). Influence of Palm Kernel Shell/Wood Dust on Mechanical Properties with Epoxy Resin Composites. Composite Materials, 9(1), 28-45. https://doi.org/10.11648/j.cm.20250901.13
ACS Style
Nafu, Y. R.; Yuyoh, N. S.; Angwafo, T. E.; Apoawenjuo, N. F. Influence of Palm Kernel Shell/Wood Dust on Mechanical Properties with Epoxy Resin Composites. Compos. Mater. 2025, 9(1), 28-45. doi: 10.11648/j.cm.20250901.13
AMA Style
Nafu YR, Yuyoh NS, Angwafo TE, Apoawenjuo NF. Influence of Palm Kernel Shell/Wood Dust on Mechanical Properties with Epoxy Resin Composites. Compos Mater. 2025;9(1):28-45. doi: 10.11648/j.cm.20250901.13
@article{10.11648/j.cm.20250901.13,
author = {Yakum Reneta Nafu and Nemlen Silas Yuyoh and Tsi Evaristus Angwafo and Ndimumeh Flevis Apoawenjuo},
title = {Influence of Palm Kernel Shell/Wood Dust on Mechanical Properties with Epoxy Resin Composites},
journal = {Composite Materials},
volume = {9},
number = {1},
pages = {28-45},
doi = {10.11648/j.cm.20250901.13},
url = {https://doi.org/10.11648/j.cm.20250901.13},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.cm.20250901.13},
abstract = {The enormous quantity of palm kernel shell (PKS) and wood dust released in the environment as byproduct of wood processing and oil processing respectively, poses a major threat to the environment through land, water and air pollution during the local waste handling methods of dumping and burning of these byproducts. This study aimed at investigates the influence of waste palm kernel shell/wood dust with epoxy resin. Physical properties of PKS and wood dust, chemical compositions of wood dust and mechanical characterization of it composites were carried out. Palm kernel shell were pretreated with hot distill water at 1000C with 5% sodium Hydroxide (NAOH) to eliminate impurities and then sun dried it for 4 days. The physical properties of PKS and wood dust; moisture content, apparent density, specific gravity and grain size distribution and PKS equivalent test were conducted. Chemical properties such as cellulose, lignin, pectin, hemicellulose contents for wood dust were investigated. Three different sample composition of twelve each was moulded with 40% of epoxy resin and PKS/wood dust content of 20/40, 25/35 and 30/30. Compressive strength, flexural strength, impact test and Water absorption rate were determined. It was observed that the PKS/wood dust that the averages of moisture content, apparent density, specific gravity and fineness modulus were 14.89%/25.27%, 0.72 gmL-3/0.21 gmL-3, 1.323/1.28 and 58.4/33.29 respectively with average PKS equivalent of 80.4%. The results showed that the compressive strength, flexural strength and impact strength were 11.58-15.77 MPa, 8.03-10.99 MPa and 249-258×〖10〗^6 KJ/m^2 respectively and water absorption was 13.22-64.79%. The minimum strength was observed at 20/40 while the maximum strength was observed at 30/30 content. PKS/wood dust with epoxy resin composite can promote the use local materials in building construction as wall tiles.},
year = {2025}
}
TY - JOUR T1 - Influence of Palm Kernel Shell/Wood Dust on Mechanical Properties with Epoxy Resin Composites AU - Yakum Reneta Nafu AU - Nemlen Silas Yuyoh AU - Tsi Evaristus Angwafo AU - Ndimumeh Flevis Apoawenjuo Y1 - 2025/06/26 PY - 2025 N1 - https://doi.org/10.11648/j.cm.20250901.13 DO - 10.11648/j.cm.20250901.13 T2 - Composite Materials JF - Composite Materials JO - Composite Materials SP - 28 EP - 45 PB - Science Publishing Group SN - 2994-7103 UR - https://doi.org/10.11648/j.cm.20250901.13 AB - The enormous quantity of palm kernel shell (PKS) and wood dust released in the environment as byproduct of wood processing and oil processing respectively, poses a major threat to the environment through land, water and air pollution during the local waste handling methods of dumping and burning of these byproducts. This study aimed at investigates the influence of waste palm kernel shell/wood dust with epoxy resin. Physical properties of PKS and wood dust, chemical compositions of wood dust and mechanical characterization of it composites were carried out. Palm kernel shell were pretreated with hot distill water at 1000C with 5% sodium Hydroxide (NAOH) to eliminate impurities and then sun dried it for 4 days. The physical properties of PKS and wood dust; moisture content, apparent density, specific gravity and grain size distribution and PKS equivalent test were conducted. Chemical properties such as cellulose, lignin, pectin, hemicellulose contents for wood dust were investigated. Three different sample composition of twelve each was moulded with 40% of epoxy resin and PKS/wood dust content of 20/40, 25/35 and 30/30. Compressive strength, flexural strength, impact test and Water absorption rate were determined. It was observed that the PKS/wood dust that the averages of moisture content, apparent density, specific gravity and fineness modulus were 14.89%/25.27%, 0.72 gmL-3/0.21 gmL-3, 1.323/1.28 and 58.4/33.29 respectively with average PKS equivalent of 80.4%. The results showed that the compressive strength, flexural strength and impact strength were 11.58-15.77 MPa, 8.03-10.99 MPa and 249-258×〖10〗^6 KJ/m^2 respectively and water absorption was 13.22-64.79%. The minimum strength was observed at 20/40 while the maximum strength was observed at 30/30 content. PKS/wood dust with epoxy resin composite can promote the use local materials in building construction as wall tiles. VL - 9 IS - 1 ER -
Department of Mechanical Engineering, Higher Technical Teacher Training College Bambili, The University of Bamenda, Bamenda, Cameroon; Laboratory of Mechanics and Adapted Materials (LAMMA), University of Douala, Douala, Cameroon; Department of Mechanical and Industrial Engineering, National Higher Polytechnic Institute, The University of Bamenda, Bamenda, Cameroon
Department of Forestry and Wildlife Technology, College of Technology, The University of Bamenda, Bamenda, Cameroon
Department of Mechanical Engineering, Higher Technical Teacher Training College Bambili, The University of Bamenda, Bamenda, Cameroon; Department of Forestry and Wildlife Technology, College of Technology, The University of Bamenda, Bamenda, Cameroon
Department of Mechanical Engineering, Higher Technical Teacher Training College Bambili, The University of Bamenda, Bamenda, Cameroon; Department of Mechanical and Industrial Engineering, National Higher Polytechnic Institute, The University of Bamenda, Bamenda, Cameroon

Figure 1. Crushing of PKS (a) First pass (b) Second pass
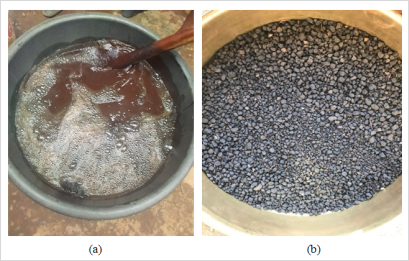
Figure 2. a) Pretreatment of PKS b) Oven dried and sieved PKS.
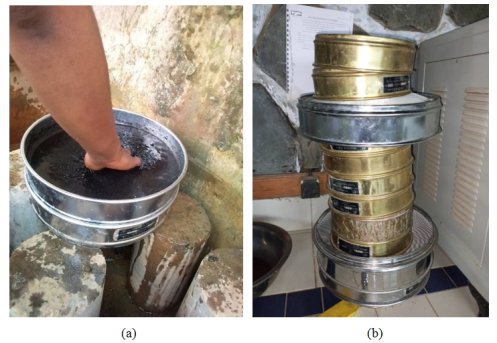
Figure 3. (a) Wet washing of Sample (b) Set of sieves used.

Scheme 1. Lignin content in sawdust.

Scheme 2.
Cellulose content in sawdust.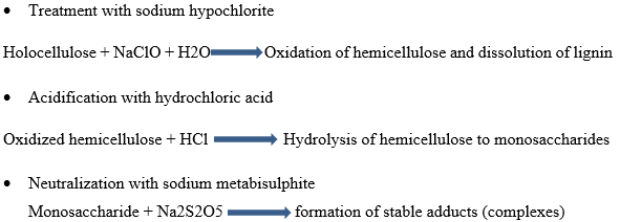
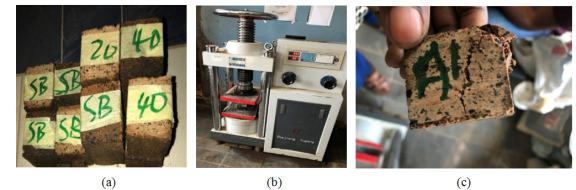
Figure 4. (a) Compression test samples (b) Digital display hydraulic Compression testing machine and sample under test (c) Sample failure after compressive test.

Figure 5. (a) Flexural test samples (b) Automatic flexural testing machine.
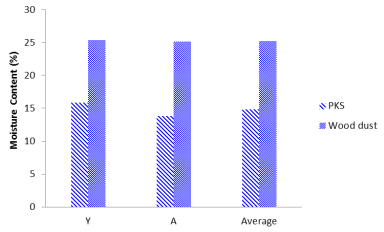
Figure 6. Moisture Content.
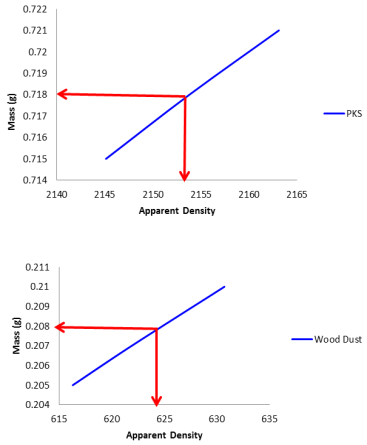
Figure 7. (a) Apparent density of PKS (b) Apparent density wood dust.
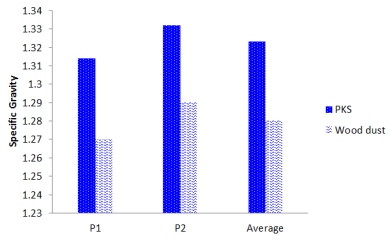
Figure 8. Specific Gravity.
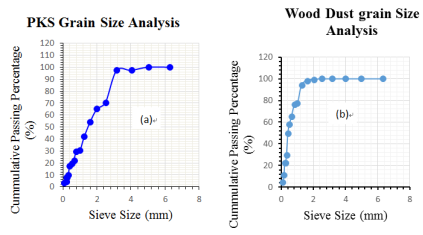
Figure 9. (a) Grain size analysis PKS (b) Grain size analysis wood dust.
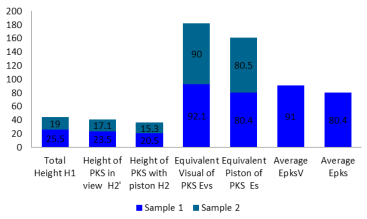
Figure 10. Equivalent test of PKS.
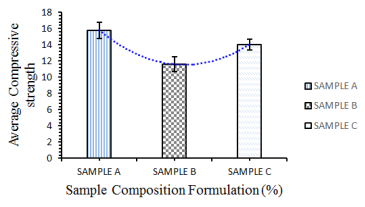
Figure 11. Compressive strength test.
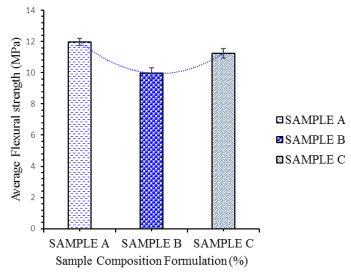
Figure 12. Flexural strength test.
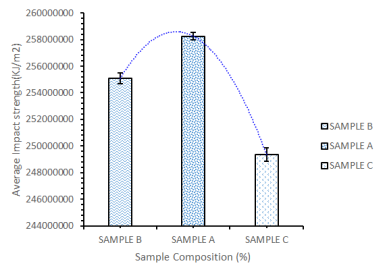
Figure 13. Impact strength test.
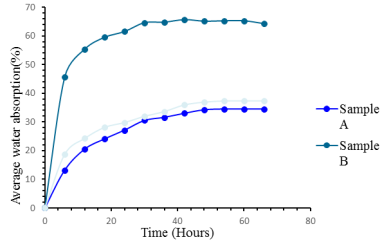
Figure 14. Water absorption test.

